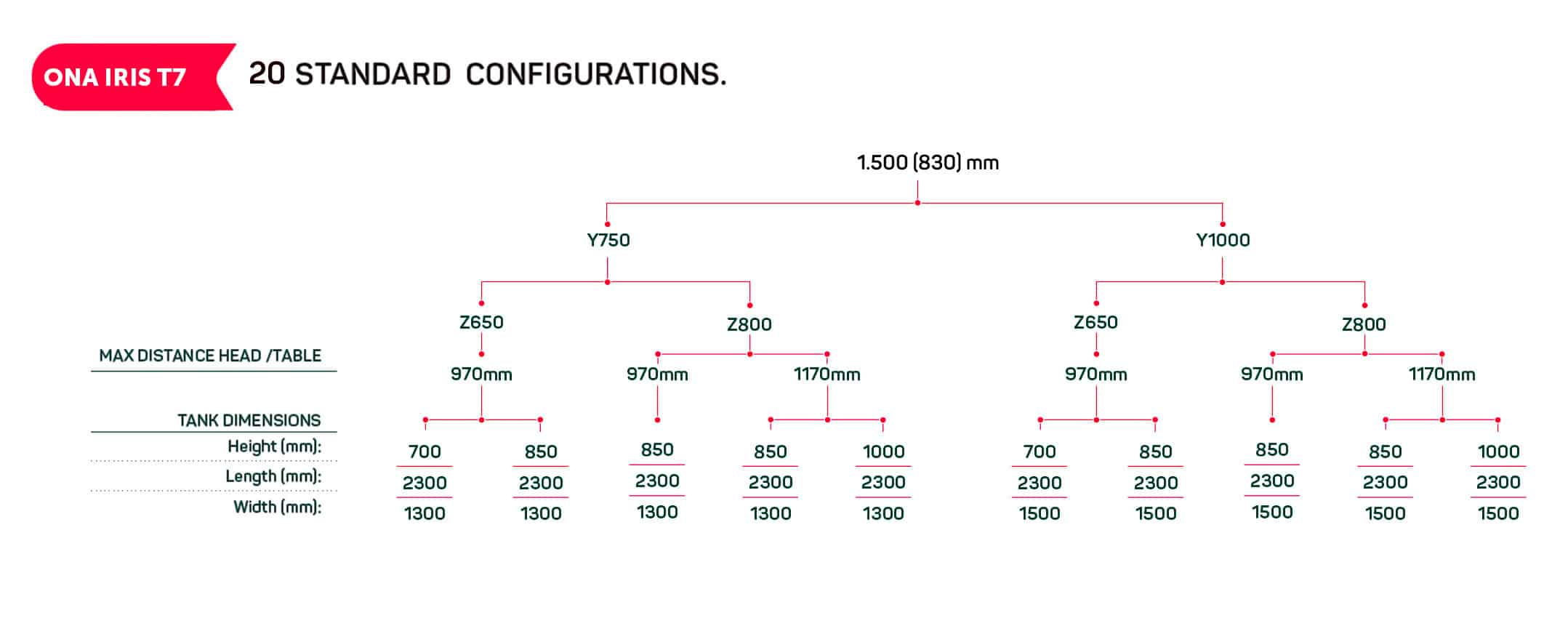
\ DOUBLE HEAD DIE – SINKING EDM MACHINES ONA IRIS T7
ONA IRIS
A new level of connectivity and digitization that allows you to simulate any project and reduce the possibility of error thanks to its powerful graphic engine, capable of converting your needs into precise, profitable and, above all, successful results.
Maximum number of hours without stops. From integrating a “standard” robot for one or two machines to developing multi-machine and multi-process manufacturing cells.
“We chose ONA because of its high-quality equipment, its excellent services, and the good supplier/customer relationship it offers. We always recommend ONA“ SIMOLDES GROUP (PT)
“We chose ONA because they are leaders in large machines, AV130 is the largest wire-cut EDM on the market. Moreover, it is so reliable that it works unsupervised every day of the week, and it maintains its high cutting speed.” STICKEL (Alemania)
“We have found in ONA a solution provider partner with values similar to ours. Thanks to their technical capacity and knowledge, we can respond to the demands of clients like Safran.” HOURAT (FR)
“Acquiring a double head ONA TQX10 and 2 robot changers with 132 positions will ensure superior working times and quality. An investment designed for our future. This is our tomorrow.” CONCOURS MOLD (USA)